3D printing is an exciting new technology that is quickly becoming more accessible to the average consumer. Unfortunately, many consumers are unaware of how they can get better 3D print quality.
This blog post will show you how to make your prints look their best!
Related:
- Top 7 Best Dual Extruder 3d Printer Under $500
- Top 7 Best Filament For Lithophanes
- 7 Best Hairspray For 3d Printing
- Top 7 Best Direct Drive Extruder
- Top 7 Best Resin For 3d Printer
How to get better 3d print quality? What are the most common mistakes in 3d prints?
Getting better quality for your 3D printings is only a matter of experience, so every time you think it’s good enough, try to get better! There are many factors that influence directly the final result. One of the main mistakes is not using good software to prepare your 3d model.
3D modeling is not as easy as it may seem, there is some software that can help you out with 3d models that will be good for printing. Thingiverse has a list of 20+ tools to prepare your 3d model for printing where you can find free tools and plugins for some professional software like AutoCAD, Sketchup, Rhino. You can find some really helpful tools like Cura (for slicing models), Meshmixer (for post-processing), Netfabb Studio (repair of meshes), and of course Blender.
Another mistake is to buy bad materials for 3d prints. Stereolithography is a computer-aided manufacturing process by which parts are produced by selectively solidifying a liquid material using an ultraviolet laser or similar light source controlled by a computer program that generates the cross-sectional geometry into the path of the laser beam.
We have one friend who tried to print PLA with ABS filament on his Ultimaking Original printer but he failed… now he has only a few prints done before this failure 🙁
The third mistake is also related to the materials and their printing with too low a layer height.
Your 3d print needs to have a good level of detail and many people usually try to get this detail using big layer heights (0.5mm, 0.35mm). But if you look at the surface of your part, sometimes (especially with large objects) you can see visible lines dividing layers together which can reduce the quality of final prints.


How To Get Better 3d Print Quality? (cre: all3dp)
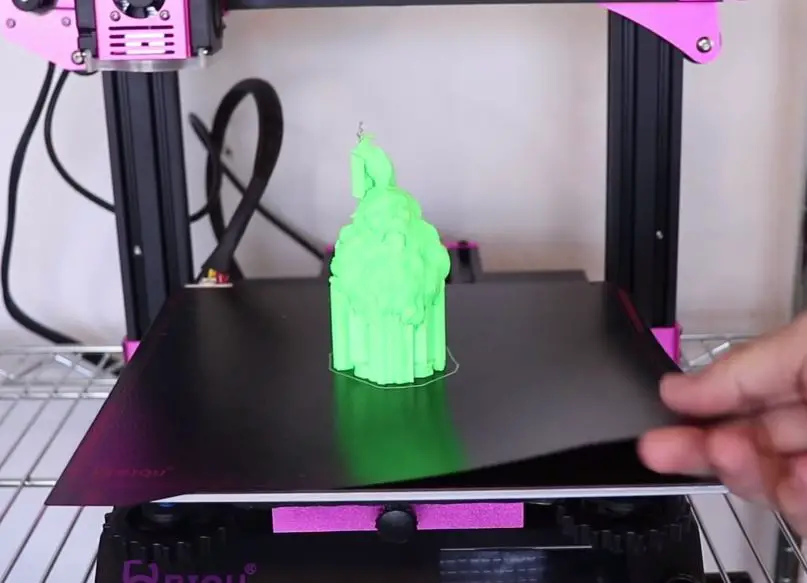
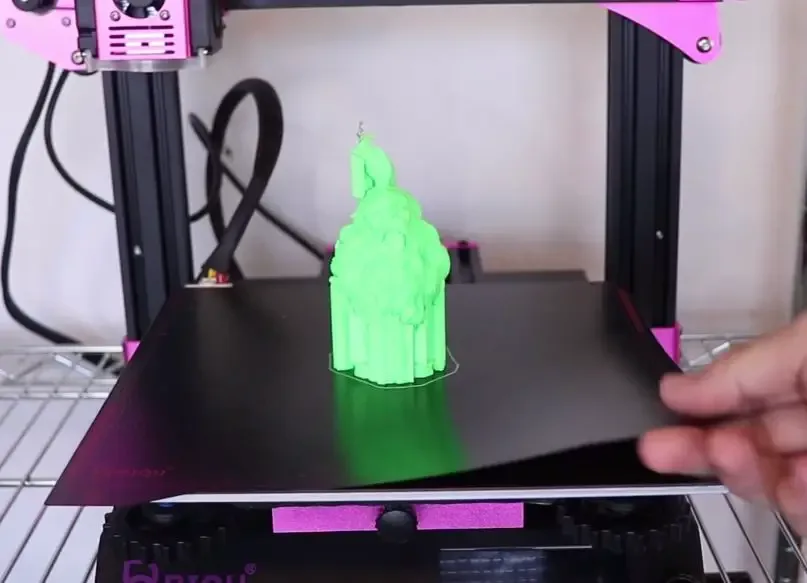
3D print rough surface first, then smooth it (improve the surface quality)
As the first steps, I usually recommend starting with a rough 3D print surface. It is easy to sand off the less wanted bits and keeps the more wanted ones. Just try out all kinds of tools on your model, just some simple sanding sticks for example, or an eraser if you do not want to use any tool that leaves marks.
This way you will see what parts of the surface you actually like and want to keep. But still… be careful! Be especially careful around small details like eye sockets or finger-tips; they might be gone too fast.
And even with big areas of flat surfaces, there can be problems; take a look at these two photos: One shows a model that was completely drawn in place (like shown below) where all the lines are perfectly drawn. The other photo shows another type of surface – drawn on paper with ink.
After printing this one out, some areas were not touching the build plate well enough and lifted up a little bit during the print process; just like what happened around “Jos” chin in this photo. So I had to sand down both surfaces afterward to get them flat again. This is something you might want to keep in mind when trying to do things like drawing directly onto your 3D print.
How To Get Better 3d Print Quality? (cre: machinedesign)
What are the best settings for a 3D printer?
Finding the perfect settings for a 3D printer is often very difficult, especially when you’re just starting out with 3D printing. In most cases, trial and error is the best approach, but it can take time to understand how changing one parameter affects other aspects of your print. We’ve created this guide to help you find some quick fixes for your prints without any of the trial and error and research that normally goes into it.
We’ll also explain the reasoning behind each tweak so that you can continue to tweak your prints even further.
ABS is a great material for 3D printing, but it does require some more attention than PLA filament. ABS has more warping tendencies than PLA due to its higher melting point and generally requires some more attention during the printing process. Here are our top settings for getting the best performance out of your LulzBot Mini or TAZ 6 when printing with ABS filament:
First Layer
LAYER HEIGHT: 0.3mm (for single wall prints) | 0.4mm (for multi-walled prints) PLA can be printed on any build plate surface, while special measures may be needed for a build task surface. ABS does not adhere as well to a bare build plate, so using a raft is always recommended for both PLA and ABS.
STANDARD FIRST LAYER HEIGHT: 0.3mm (for single wall prints) | 0.4mm (for multi-walled prints)
Enabling your first layer calibration feature makes it much easier to dial in your final print’s height. Our first layer calibration works by printing lines from the nozzle at different heights above the bed and checking those measurements from your software or firmware interface to determine if that height was achieved correctly and consistently.
This helps you fine-tune exactly how much filament should be extruded initially to ensure consistent results:
First Layer Calibration STEP HEIGHT: 0.4mm (3D Printing Improve Bed Adhesion)
If you have a build task or Buildtak-like surface, increasing your print nozzle temperature can improve the adhesion of your first layer to your build surface. This increased adhesion will also make the removal of your prints much easier, which is especially helpful with ABS because it sticks more readily to surfaces than PLA.
We recommend starting at 245°C for this printing material:
First Layer Temperature: 245°C (for single wall prints) | 234°C (for multi-walled prints)
ABS shrinks more than PLA when cooling down after being extruded from the nozzle. This is called thermal contraction and occurs due to the polymer chains that make up ABS shrinking as they cool down, which pulls the model inward.
This means that your first layer needs to be smaller than the dimensions you want for your print so that it can compensate for this shrinkage. If you have a 0.4mm nozzle and want a 0.3mm first layer height, then a 0.36mm initial extrusion width should work well for most models:
First Layer Width : 0.36mm (for single wall prints) | 0.44mm (for multi-walled prints)
ABS is more prone to warping than PLA due to its much higher melting point and tendency to adhere better to surfaces like glass and aluminum when cooling down.
To prevent this from happening, it’s best to print your ABS prints with a heated bed set between 55-65°C. This will help the first layer adhere better and prevent warping of your model:
Build Plate Temperature: 55-65°C (print temperature)
Cooling fans are used to cool down the extruded filament as it exits the nozzle more quickly by blowing cool air on top of the hot plastic. This reduces the amount of time that the filament is in contact with the build plate and prevents part warping caused by heat transferring from your extruder to your printed object.
If you have a fan installed now is a good time to start using it for all overhangs and bigger details on your prints:
Fan Enabled: Yes (lower layer)
Since ABS tends to stick better to a bare build plate, we recommend printing with a flexible filament support raft.
The flexible material allows for easier part removal after it has cooled down, and the lower layer will have enough surface area to adhere well during builds.
How To Get Better 3d Print Quality? (cre: dummies)
3D printing problems and solutions
I will be focusing only on the mechanical aspect of the printer as there are too many problems and solutions (electrical, computer, firmware) to list.
1. Stepper motor skipping steps
This is one of the major issues faced by 3D printer owners especially those that use open-loop control like inductance or optical endstop.
The usual method to fix this is by changing step-size and acceleration and deceleration values in the configuration file but it’s not always a permanent solution because skipping also depends on other factors like belt tension etc. Changing the stepper driver current might help too but this would require calibration with your specific machine which again isn’t fully reliable although it does work for most users though. One more thing that can cause this is that your stepper motor driver isn’t powerful enough to drive your particular stepper motor.
There are two common solutions for this problem:
1) Replacing the Stepper Motors with Higher Torque Model
2) Using Microstepping Drivers.
The second option reduces the step size, therefore, skipping fewer steps per rotation of the motor shaft, if it’s a fast 3 axis machine then you might benefit from using 2 drivers on each axis by using a parallel port splitter. The issue with micro-stepping drivers is that most have no heatsink, so without proper cooling, they can get hot under continuous use or stalled.
Having said that there are many different factors to consider when buying stepper motors and some of them are really hard to determine, for example, stepper motors offered by different companies can have very similar model numbers but their torque and accuracy could be vastly different.
How To Get Better 3d Print Quality? (cre: 3dprintbeginner)
2. Stepper motor over-heating
Most RepRap 3D printer owners already replaced their stock fans with bigger ones or at least switched them on all the time so they don’t have this problem but if you are not one of those you might want to do it now because having your stepper motors overheat is always bad especially when you need them the most (printing large objects etc.).
The usual cause for this is that there isn’t enough airflow inside your machine, like in many other cases the solution is quite simple: Make sure there is good airflow around your printer and connect a proper fan to your stepper motors, make sure you attach it properly without applying too much tension because you might damage the shaft or bearings.
3. Belt slippage
This happens when one of the pulleys have too much friction on its axle causing misalignment between two axes, you can test it by trying to move each axis with your hand while it’s powered up if there is friction then you will feel that your belts are being blocked not allowing them to move freely.
The usual cause for this problem is the over-tightening of belt clamps but also things like dust and dirt buildup can contribute to this issue so make sure your printer is clean before powering it on.
4. Belt Tension Problems
This is when you try to print something and one of the stepper motor stalls for a very short period while moving in one direction, you can easily spot this because belts will make unusual noise when doing so. The usual cause for this problem is that either your belt tension or couplers aren’t tight enough so they come loose during operation causing them to re-align themselves back to their normal position which causes stalling.
Another possible cause could be more serious like bad geometry where bearings of the axis are not perfectly aligned with each other but it’s usually caused by too much friction on one of the axis coupling components.
How To Get Better 3d Print Quality (Cre: fabbaloo)
5. Extruder skipping steps
This issue is quite similar to stepper motor skipping steps however instead of having one axis at a time-skipping step this problem usually affects all three axes.
The usual cause for this is that your extruder stepper motor can’t push filament fast enough so it starts skipping steps until it finally gets to the point where it can’t move in any direction and stalls which will result in a clogged nozzle and printer losing its calibration.
You might want to try changing your extruder gear if you have one or check what type of gears are used on your printer and take steps to reduce their friction, also you could print some parts from ABS or similar plastic because they require higher pressure than PLA and therefore need stronger gears.
6. Extruder not heating up (MK2 & MK2S Only)
This is when you plug in your printer but extruder stepper motor won’t turn on, the usual cause for this problem is a bad thermistor which can happen after frequent power-offs or very long use.
First of all, make sure that you are using a new NTC 100K thermistor with a beta value somewhere around 4060 if it’s lower than 4000 it might indicate a problem since the older versions of firmware require higher beta values to work properly.
Also before powering up your printer wait for 10 minutes since heaters take some time to heat up fully just like hotend does.
Another possible reason could be that your crimps are broken so try re-crimping them. If you have removed your heater cartridge just go ahead and install it back without applying too much pressure especially on the fragile thermistor so it doesn’t get crushed.
How To Get Better 3d Print Quality? (cre: 3dprinterly)
7. Extruder not heating up (any printer with a heated bed)
This problem is similar to the previous one however instead of having an extruder stepper motor not turning on you might have your heated bed not heating up or giving incorrect readings causing printing issues, usually, this happens because your crimps are broken and there is no connection between heater cartridge pins and motherboard.
The solution for this problem is re-crimping your connections which can be done using a proper crimp tool, making sure that good contact is fully made when doing so, and don’t apply too much pressure since it’s easy to break the heater cartridge itself by applying too much force. Another possible reason for this is a broken thermistor which can also happen from bad crimps or simply being pushed down when inserting it into the extruder assembly.
In order to check if its a problem with your crimp you could try checking your heater cartridge resistance which should be somewhere around 20-30 Ohms, if your reading is way off then its probably better to just replace it and make sure that you insert it correctly by looking at most heated beds manual since they usually have different types of connections.
8. Extruder stepper motor skipping steps (extruder carriage moves up and down)
This is usually caused due to misaligned couplers which make the axis not move in one direction properly or simply lack tension on one side of the axis which causes it to slip.
The quick fix for this problem is adding one M3 nut on either side of the coupler so you could tighten them up again but if your printer has a version 5 or higher motherboard then its much easier since you can always use Repetier Host’s manual extrusion calibration to calibrate your extruder motor output manually by applying manual pressure via host software instead of printing GCode file.
9. Extruder stepper motor skipping steps (printing doesn’t start)
This usually happens due to broken crimps which are quite common especially on cheap Chinese filament where they tend to have very bad quality control standards, if you have a direct drive extruder for example then before printing make sure that you manually feed filament into it briefly in order to make sure that extruder stepper motor has enough torque and it’s not slipping which happens from time to time due to low quality plastic used.
Another reason for this problem could be a broken pinch roller which is again quite common if your printer is very cheap or doesn’t have a heated bed since retention clips can get lost or the pinch roller itself might break, in this case, the only solution would be either getting a replacement part or completely replacing entire extruder unit with something like Bondtech QR upgrade kit which will also require you to recalibrate Z offset after installation of the new extruder assembly.
How To Get Better 3d Print Quality? (cre: hubs)
10. Extruding too much filament (extrusion multiplier set too high)
This usually happens when you have something like 30 extrusion multiplier set in your slicer which is not enough to handle so much plastic resulting in overflowing or simply over extrusion, the problem with the latter is that it can cause serious nozzle clogging but usually there are no other problems if you have a proper cooling fan for your hotend.
11. Extruder stepper motor skipping steps (printing starts then stops)
This usually happens due to poor quality filament that simply gets stuck somewhere in between the idler tension arm and pinches roller due to increase of friction when it gets heated up while being pushed through hotend, the solution would be checking whether if the filament is getting stuck in any point of printer’s path by removing parts until you find where the issue occurs, then you need to carefully try and pull the filament out using pliers (be sure not to damage it)
12. Extruder stepper motor skipping steps (printing starts but the finish is bad quality)
Usually, this happens due to rapid temperature changes which can cause your hotend’s thermal barrier tube or PTFE liner inside the hotend (where filament goes through) to crack resulting in blockage which causes either under extrusion or clogging, if you have a direct drive extruder with silicone sock on heater block it might also be caused by having too tight spring tension so its best to loosen it up a bit until the problem is resolved.
13. Extruding too little filament (rusion multiplier set too low)
This usually happens when you simply miss the sweet spot where your extrusion multiplier is set to, for example, if it is set to 1.2 and you should have it at 1.5 but instead it’s set at 1.1 then this can cause under extrusion and in most cases, this problem can be fixed by temporarily increasing E stepper current by 10% which will increase filament pulled out from hotend per single motor step, there is also a way of doing this via interface’s manual control panel but that method requires quite some technical knowledge since its not as simple as increasing current by 10%.
https://www.youtube.com/watch?v=jIddosDAFxk
Conclusion
Solving the problem with 3D printing quality is a never-ending quest. The most important thing to do when you notice that your print has too many imperfections is to figure out why it’s happening and make sure future prints don’t have this issue.
If you’re still having problems with poor 3D print quality, please contact our team of experts for help troubleshooting the issues or getting more information on how we can assist!
Further Reading:
- Top 7 Best 3d Printer For Board Games
- Top 7 Best Creality 3d Printers
- 7 Best Filaments For Ender 3
- Top 7 Best 3d Printer For Nylon
- Top 7 Best 3D Printer For Cosplay Armor
Tags: #Petg #Tpu #Abs #Supports #Panels #Pause #Kidney #Lower #Speed #Creep #Quality #Adhesion #Monoprice #Filament #Firmware #Bed
Tags: print quality, way to go, achieve, print speed, print temperature, quality prints, surface quality, bed adhesion, print settings, printing tips, improve print, read, gaps, structures, distance, blobs, ringing, infill, avoid, manufacturer, tape, features, signs, travel.